






शेडोंग टाइम मशीनरी टेक्नोलॉजी कंपनी लिमिटेड
"पीसी रेबार ट्रस वेल्डिंग प्रोडक्शन लाइन (एसजीएचजे-IV)"
उपकरण सूचना
कानूनी प्रतिनिधि: कुई हाओ
फ़ोन: 13395378282
पता: आर्थिक विकास क्षेत्र, जीनिंग सिटी, शेडोंग प्रांत
वेबसाइट: www.sdsgzn.com
विषयसूची
मैं.पीसी कम्पोजिट स्लैब प्रोजेक्ट का परिचय 3
1. परियोजना अवलोकन3
2 .उत्पादन प्रक्रिया परिचय4
3.पीसी रीबार ट्रस तैयार उत्पाद (समकोण ट्रस)5
द्वितीय.उपकरण प्रदर्शन और तकनीकी पैरामीटर 6
1.रेबार ट्रस उत्पादन लाइन के तकनीकी पैरामीटर6
1.1 उपकरण अवलोकन6
1.2 रेबार ट्रस उत्पादन लाइन की उपकरण संरचना6
1.3 उपकरण तकनीकी पैरामीटर:7
1.4 उपकरण सुविधाएँ8
1.5 उपकरण विन्यास और घटक ब्रांड10
2. ठंडा करने वाली पानी की मशीन11
2.1 एयर-कूल्ड बॉक्स कूलिंग यूनिट की तकनीकी विशिष्टताएँ:11
3. एयर कंप्रेसर12
1. एयर-कूल्ड स्क्रू मशीन के तकनीकी पैरामीटर13
मैं।पीसी कम्पोजिट स्लैब प्रोजेक्ट का परिचय
1. पीसी कम्पोजिट स्लैब प्रोजेक्ट का परिचय
1. परियोजना अवलोकन
कम्पोजिट फ़्लोर स्लैब एक संरचनात्मक रूप है जो पूर्वनिर्मित और जगह-जगह डाले गए कंक्रीट को जोड़ता है।प्रीस्ट्रेस्ड पतली प्लेट (5-8 सेमी मोटी) को एक एकीकृत संरचना बनाने और एक साथ काम करने के लिए ऊपरी कास्ट-इन-प्लेस कंक्रीट परत के साथ एकीकृत किया जाता है।पतली प्लेट का प्रीस्ट्रेस्ड मुख्य सुदृढीकरण समग्र फर्श स्लैब के मुख्य सुदृढीकरण के रूप में कार्य करता है, जबकि ऊपरी कास्ट-इन-प्लेस परत को केवल नकारात्मक क्षण सुदृढीकरण और संरचनात्मक सुदृढीकरण की आवश्यकता होती है।प्रीस्ट्रेस्ड पतली प्लेट कास्ट-इन-प्लेस कंक्रीट परत के लिए निचले फॉर्मवर्क के रूप में भी काम करती है, जिससे अतिरिक्त फॉर्मवर्क समर्थन की आवश्यकता समाप्त हो जाती है।पतली प्लेट की निचली सतह चिकनी और समतल होती है, और जोड़ के उपचार के बाद छत पर प्लास्टर करने की कोई आवश्यकता नहीं होती है।इन मिश्रित फर्श स्लैबों में समग्र अखंडता, उच्च कठोरता, अच्छा दरार प्रतिरोध, स्टील की खपत में कोई वृद्धि नहीं और फॉर्मवर्क में बचत के फायदे हैं।इसके अतिरिक्त, कास्ट-इन-प्लेस फ़्लोर स्लैब के लिए फॉर्मवर्क समर्थन की अनुपस्थिति बड़ी पूर्वनिर्मित कंक्रीट विभाजन दीवारों की शीघ्र स्थापना की अनुमति देती है, जिससे समग्र निर्माण अवधि कम हो जाती है।
अनुप्रयोग रेंज और वर्गीकरण
ये फर्श स्लैब 8 मीटर तक की इमारतों के लिए उपयुक्त हैं, जिनमें होटल, कार्यालय भवन, स्कूल, आवासीय भवन, अस्पताल, गोदाम, पार्किंग स्थल और बहुमंजिला औद्योगिक संयंत्र शामिल हैं।मिश्रित सतह की संरचना के आधार पर, प्रीस्ट्रेस्ड पतली प्लेटों को तीन प्रकारों में वर्गीकृत किया जा सकता है: ① कम कतरनी तनाव सहन करने वाली मिश्रित सतहों के लिए, किसी कतरनी सुदृढीकरण की आवश्यकता नहीं होती है, लेकिन कंक्रीट की सतह खुरदरी, खरोंच वाली होनी चाहिए, या कुछ बंधन छेद शामिल होने चाहिए .② उच्च कतरनी तनाव सहन करने वाली मिश्रित सतहों के लिए, खुरदरी सतह की आवश्यकता के अलावा, कतरनी सुदृढीकरण को जोड़ा जाना चाहिए।सुदृढीकरण का व्यास और अंतर गणना के माध्यम से निर्धारित किया जाता है, और सुदृढीकरण आकार में तरंगरूप, पेचदार, और मुड़े हुए त्रिकोणीय क्रॉस-सेक्शन के साथ स्पॉट-वेल्डेड जाल शामिल होते हैं।③ पूर्वनिर्मित पतली प्लेटों के लिए, निर्माण के दौरान कठोरता बढ़ाने और पतली प्लेटों के नीचे समर्थन की आवश्यकता को कम करने के लिए ऊपरी सतह पर एक स्टील ट्रस जोड़ा जाता है।
![]()
2. उत्पादन प्रक्रिया परिचय
![]()
3. रेबार ट्रस तैयार उत्पाद (समकोण)
![]()
द्वितीय.उपकरण प्रदर्शन और तकनीकी पैरामीटर
![]()
1.रेबार ट्रस उत्पादन लाइन के तकनीकी पैरामीटर
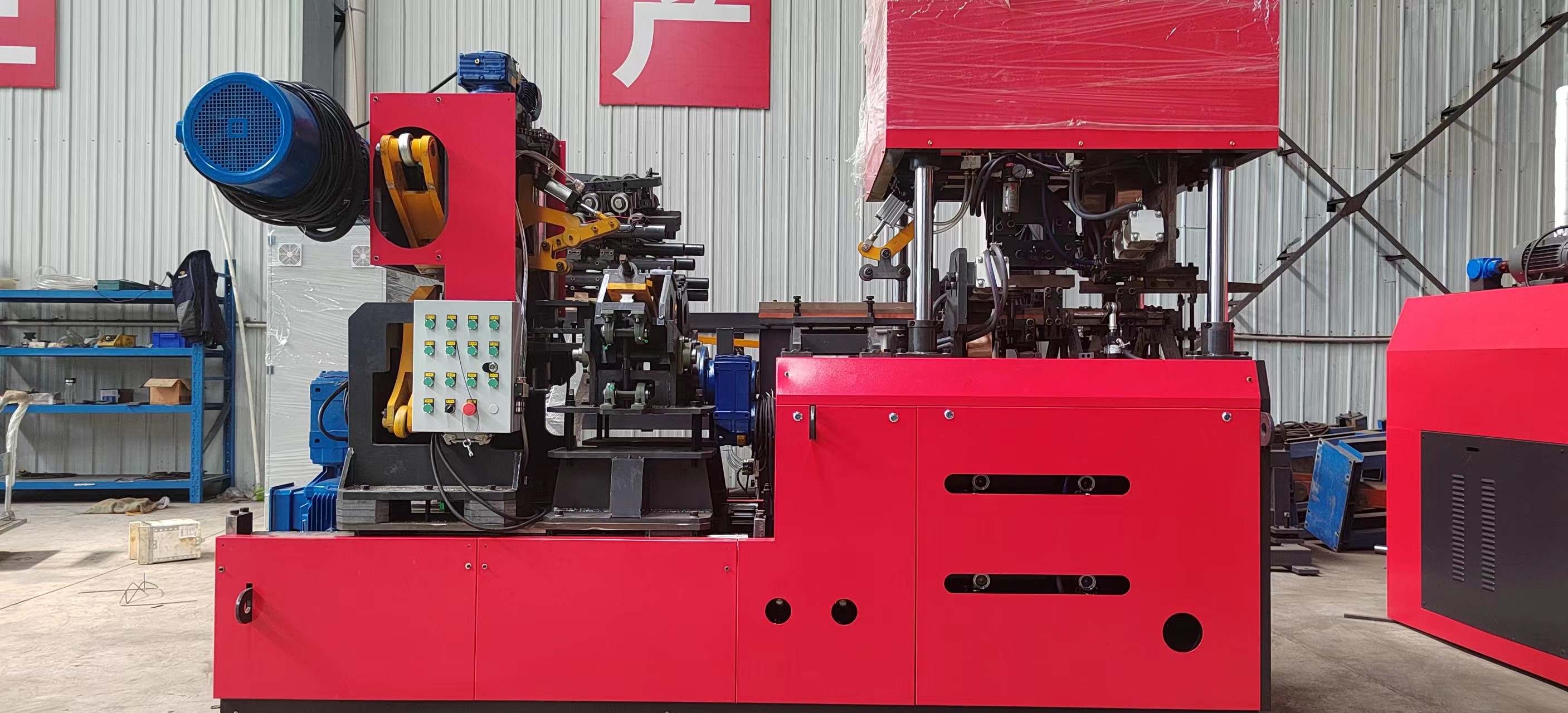
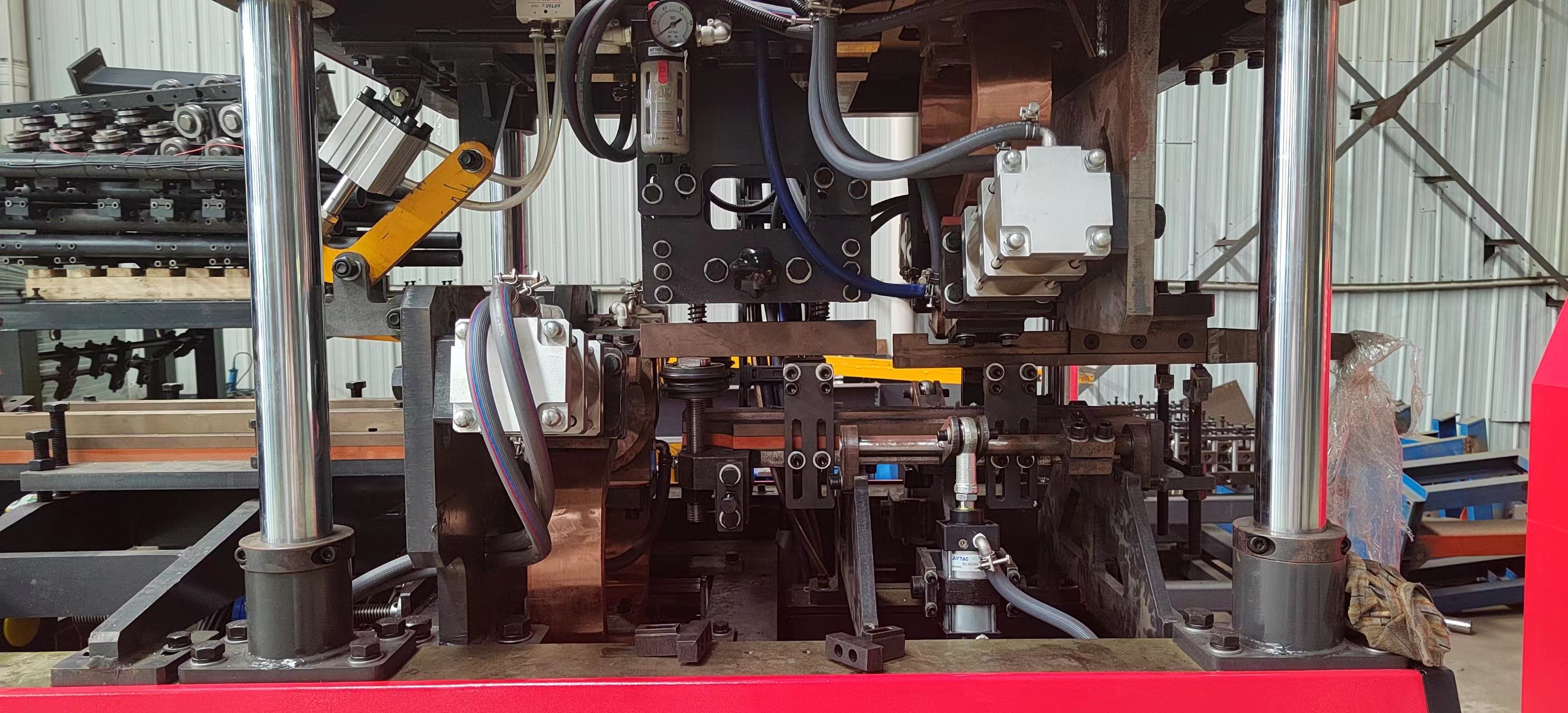
1.1 उपकरण अवलोकन
रीबर ट्रस उत्पादन लाइन एक पूरी तरह से स्वचालित उत्पादन लाइन है जो रीबर कॉइल वायर बिछाने, सीधा करने, साइड स्टील झुकने, वेल्डिंग बनाने, स्वचालित कटिंग और तैयार उत्पाद संग्रह को एकीकृत करती है।यह फर्श स्लैब के साथ-साथ पूर्वनिर्मित भवन पीसी रीबर ट्रस के लिए रीबर ट्रस का उत्पादन कर सकता है, जिसका उपयोग अन्य क्षेत्रों के अलावा भवन निर्माण (पूर्वनिर्मित फर्श स्लैब) और हाई-स्पीड रेलवे निर्माण (डबल-ब्लॉक स्लीपर) में व्यापक रूप से किया जाता है।
1.2 रेबार ट्रस उत्पादन लाइन की उपकरण संरचना:
| नहीं। | उपकरण घटक | मात्रा | तकनीकी सुविधाओं |
| 1 | कुंडल रेबार तार बिछाने की रैक | एक सेट | लंबवत तार बिछाने की रैक |
|
2 |
स्ट्रेटनिंग और फीडिंग मैकेनिज्म | एक सेट | सरिया पसलियों को नुकसान पहुंचाए बिना उत्कृष्ट स्ट्रेटनिंग प्रभाव के साथ मल्टी-व्हील स्ट्रेटनिंग को अपनाता है;तीन मंदी मोटरों के साथ दोहरे चालित तार की फीडिंग। |
|
3 |
सामग्री भंडारण तंत्र | एक सेट | एक नए प्रकार के खुले भंडारण रैक से सुसज्जित है जो कुशनिंग भंडारण का उपयोग करता है, निरंतर उत्पादन की अनुमति देता है और प्रभावी ढंग से सरिया संचय को रोकता है। |
|
4 |
टर्मिनल स्ट्रेटनिंग मैकेनिज्म | एक सेट | दूसरे चरण के टर्मिनल स्ट्रेटनिंग को पांच-रोलर स्ट्रेटनिंग विधि का उपयोग करके वेल्डिंग और बनाने से पहले मुख्य सुदृढीकरण और विकर्ण सदस्यों पर आयोजित किया जाता है, जिससे ट्रस उत्पादों की सीधीता सुनिश्चित होती है। |
6
1.3 उपकरण तकनीकी पैरामीटर:
| स्विंग आर्म | इकाई | मात्रा | टिप्पणी |
| तार बिछाने वाले रैक की भार क्षमता | किलोग्राम | 2000 | ऊपरी कॉर्ड की ऊंचाई 2 मीटर से अधिक नहीं होनी चाहिए, और पार्श्व कॉर्ड की ऊंचाई 1.3 मीटर से अधिक नहीं होनी चाहिए। |
| तार बिछाने वाले रैक की संख्या | इकाइयों | 5 | |
| साइड स्टील बनाने वाली मोटर की शक्ति | किलोवाट | 7.5 | |
| वेल्डिंग ट्रांसफार्मर की शक्ति | किलोवाट | 160x2 |
रुक-रुक कर होने वाला ऑपरेशन
|
7
| कतरनी मोटर शक्ति | किलोवाट | 11+11 | रुक-रुक कर होने वाला ऑपरेशन |
| रैक मोटर शक्ति को एकत्रित करना और उठाना | किलोवाट | 2.2 | रुक-रुक कर होने वाला ऑपरेशन |
| पार्श्व कॉर्ड झुकने वाली पिच | मिमी | 200 | 190-210 स्वचालित रूप से समायोज्य पिच |
| तार की ऊंचाई | मिमी | 70-270 | निचले कोण वाले तार के बिना 250 और उससे अधिक की ऊँचाई |
| तार की चौड़ाई | मिमी | 70-90 | बड़ी चौड़ाई |
| ऊपरी और निचली कॉर्ड बार का व्यास | मिमी | 6-12 | |
| पार्श्व जीवाओं का व्यास | मिमी | 4-7 | |
| राग की लंबाई | एम | 0.2~14 |
स्वचालित समायोज्य पिच
|
| तार का सीधा होना | मिमी | ±5 | |
| तार की ऊंचाई में त्रुटि | मिमी | ±2 | |
| तार की लंबाई में त्रुटि | मिमी/मी | ±5 |
अधिकतम त्रुटि ±15 मिमी से अधिक नहीं
|
| उजागर ऊपरी और निचली कॉर्ड बार की ऊंचाई | मिमी | ≤5 | |
| उत्पादन लाइन की गति | एम | 12-15 | वास्तविक स्थिर उत्पादन गति कॉर्ड के विनिर्देशों द्वारा निर्धारित की जाती है। |
| हवा का दबाव | एमपीए | ≥0.7 | उपयोग की जाने वाली गैस साफ, फिल्टर और सूखी होनी चाहिए। |
| हवा की खपत | मी³/मिनट | 3/4.5 | |
| उत्पादन लाइन की लंबाई (लंबाई * चौड़ाई * ऊंचाई) | मिमी | उत्पादन लाइन की लंबाई को उचित रूप से 45000*3000*3500 तक समायोजित किया जा सकता है। | |
| कुल उत्पादन | टी | ≤18 (सामान और बाहरी नियंत्रण बक्से को छोड़कर) | |
|
नोट: मानक कॉन्फ़िगरेशन में निचला कोण झुकने वाला तंत्र शामिल है।कृपया निर्दिष्ट करें कि क्या आवासीय औद्योगीकरण के लिए कॉन्फ़िगरेशन में निचला कोण झुकने वाला तंत्र शामिल नहीं है।
|
|||
1.4 उपकरण सुविधाएँ
1.रूबर ढाँचा बिछाना
घूर्णन पेऑफ विधि का उपयोग करते हुए, अधिकतम 2 टन भार के साथ, बार पेऑफ स्टैंड के पांच सेट हैं।
प्रत्येक पेऑफ़ स्टैंड स्वतंत्र एयर ब्रेकिंग डिवाइस से सुसज्जित है।
प्रत्येक पेऑफ स्टैंड में स्टील बार की सतह पर ऑक्साइड स्केल को हटाने के लिए एक स्वतंत्र प्री-स्ट्रेटनिंग तंत्र होता है।
2. स्ट्रेटनिंग और फीडिंग मैकेनिज्म
यह स्टील बार की पसलियों को नुकसान पहुंचाए बिना, अच्छे स्ट्रेटनिंग प्रभाव के साथ मल्टी-व्हील स्ट्रेटनिंग का उपयोग करता है।फीडिंग के लिए तीन डिसेलेरेशन मोटरों का उपयोग किया जाता है।
प्रत्येक खिला तंत्र को स्वतंत्र रूप से नियंत्रित किया जा सकता है।
3. स्टील बार भंडारण तंत्र
यह बफरिंग और भंडारण के लिए एक नए प्रकार के खुले भंडारण रैक को अपनाता है, जो निरंतर उत्पादन के लिए सुविधाजनक है और स्टील बार को उलझने से प्रभावी ढंग से रोकता है।
4. टर्मिनल स्ट्रेटनिंग मैकेनिज्म
वेल्डिंग और फॉर्मिंग से पहले मुख्य बार और वेब बार पर सेकेंडरी टर्मिनल स्ट्रेटनिंग की जाती है।तैयार ट्रस की सीधीता सुनिश्चित करने के लिए पांच-रोल स्ट्रेटनिंग का उपयोग किया जाता है।
यह तंत्र ट्रस उत्पादों के सीधेपन को समायोजित करने में महत्वपूर्ण भूमिका निभाता है।
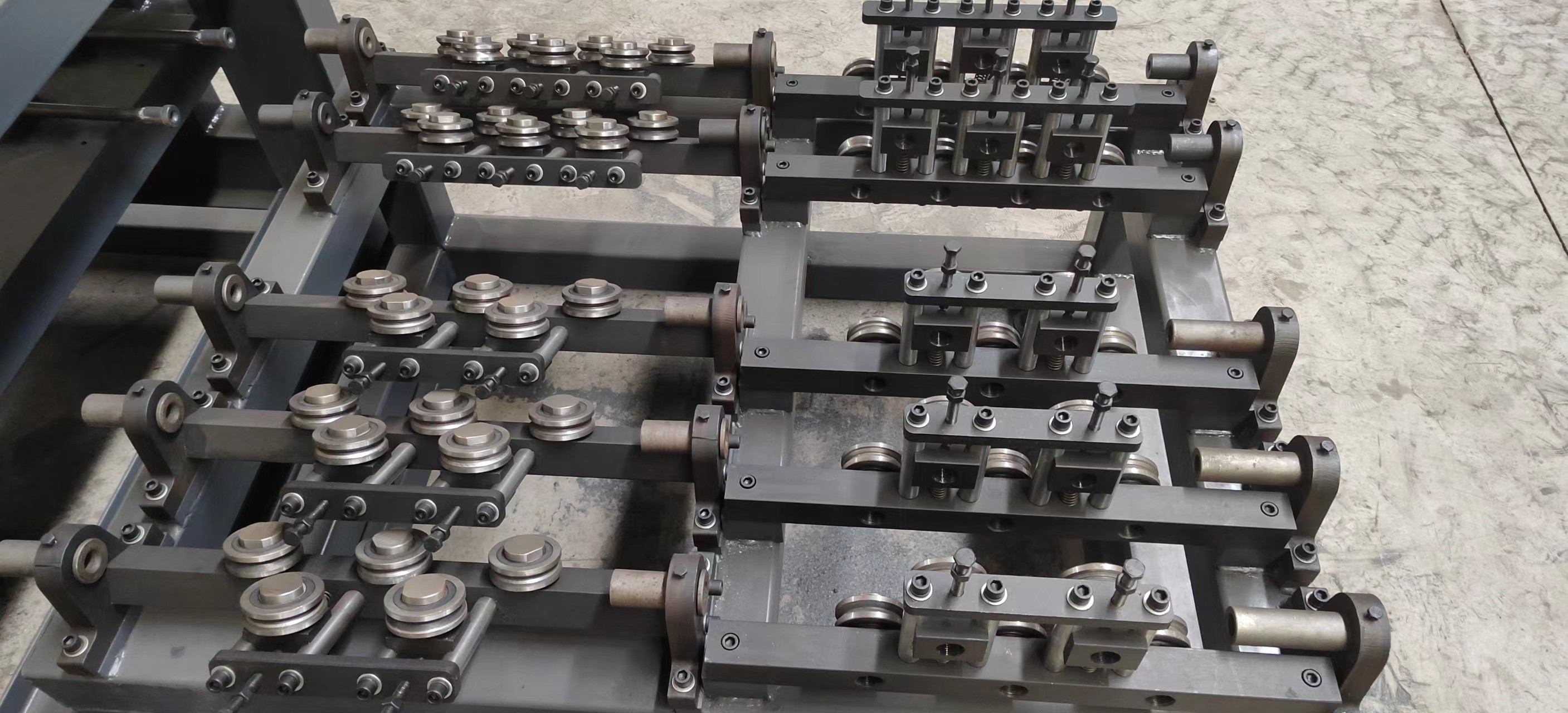
5. वेब बार प्रेसिंग और फीडिंग तंत्र
स्विंग-आर्म बेंडिंग का उपयोग स्टील बार को मोड़ने के लिए किया जाता है, जो एक सर्वो मोटर द्वारा संचालित होता है, जिसमें अच्छा सिंक्रनाइज़ेशन और उच्च स्थिरता होती है।स्टील बार का झुकना निरंतर होता है (झुकने वाला तंत्र बिना किसी देरी के गोलाकार और ऊपर-नीचे झूलने की गति में काम करता है), तेजी से बनने वाली गति के साथ।स्टील बार बनाने वाले सांचों में स्टील बार की सतह को खरोंचने से बचाने के लिए बेलनाकार सतह होती है।फीडिंग तंत्र बेहतर सिंक्रनाइज़ेशन और सटीकता के साथ एक सर्वो मोटर द्वारा संचालित होता है।झुकने वाले तंत्र के समन्वय के साथ, दो सर्वो मोटर्स का सही संयोजन बिना रुके ट्रस पिच को बदलने के कार्य को महसूस कर सकता है, जिससे उत्पादन दक्षता में काफी सुधार होता है।
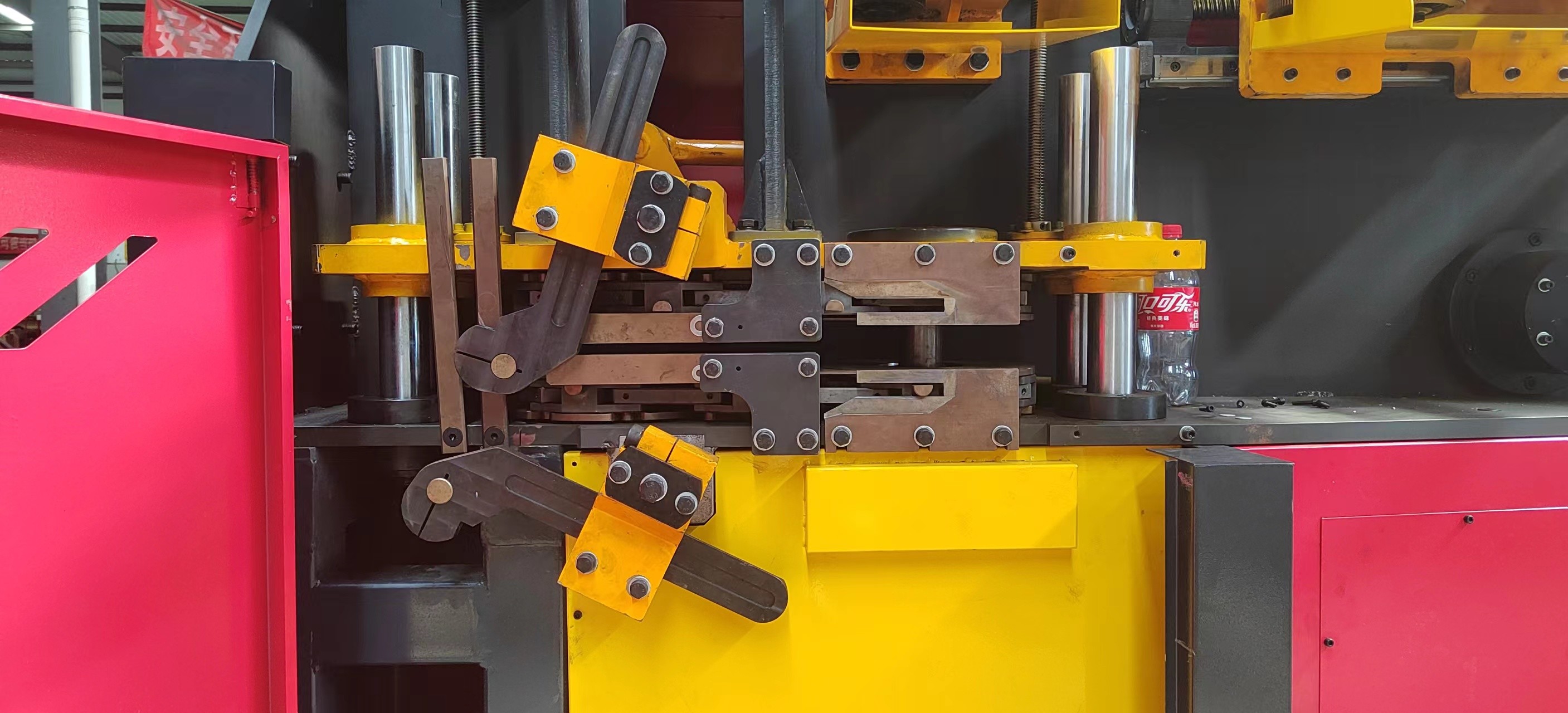
6. वेल्डिंग भाग
दो स्पॉट वेल्डर, एक ऊपर और एक नीचे, कुल मिलाकर दो ट्रांसफार्मर के साथ।अच्छे सिंक्रोनाइज़ेशन के साथ चार निचले प्रेस रोलर्स।
वेल्डिंग सिलेंडर में छोटा स्ट्रोक, बड़ा बल, तेज़ वेल्डिंग गति और उच्च गुणवत्ता होती है।
वेल्डिंग सिलेंडर उच्च गुणवत्ता वाले ब्रांडों का उपयोग करते हैं और एयर क्लैंप किए जाते हैं।
वेल्डिंग इलेक्ट्रोड क्रोम-ज़िरकोनियम मिश्र धातु तांबे से बने होते हैं।
वेल्डिंग के आकार और साइज को सुनिश्चित करने के लिए पोजिशनिंग मैकेनिज्म से लैस।
दो-बिंदु प्रतिरोध स्पॉट वेल्डिंग विधि साथियों की तुलना में स्थापना शक्ति को 60% तक कम कर देती है, और प्रत्येक वेल्डिंग बिंदु के वेल्डिंग मापदंडों को स्वतंत्र रूप से सेट किया जा सकता है।
चार-तरफ़ा इलेक्ट्रोड हेड को चार बार पुन: उपयोग किया जा सकता है, जिससे लागत 3 गुना कम हो जाती है।
7. काटने का तंत्र
काटने की प्रक्रिया के कारण होने वाली खुली वेल्ड की समस्या को प्रभावी ढंग से हल करने और काटने के दौरान ट्रस के विरूपण और विकृति से बचने के लिए "कैंची-प्रकार" कटिंग मोड को अपनाया जाता है।
तेज़ काटने की गति, वेल्डिंग रोकने की कोई ज़रूरत नहीं।
मुख्य और साइड सुदृढीकरण वेल्डिंग जोड़ों पर उच्च शक्ति काटने के लिए, चीन से नवीनतम विकसित उच्च शक्ति और कठिन मोल्ड स्टील का उपयोग किया जाता है।
8. स्वचालित संग्रह और स्टैकिंग तंत्र
स्वचालित संग्रह तंत्र बिना रुके निरंतर उत्पादन की अनुमति देता है, जिससे दक्षता में सुधार होता है।
यह लंबे और छोटे, विभिन्न आकारों के ट्रस एकत्र कर सकता है।
ट्रस का स्वचालित संग्रह, स्टैकिंग और शिपिंग सभी पूरी तरह से स्वचालित हैं।
स्वचालित संग्रह और स्टैकिंग डिवाइस ऑपरेटरों की संख्या को 2 तक कम कर देता है।
9. विद्युत नियंत्रण प्रणाली
यह उच्च स्थिरता के साथ हेचुआन से नियंत्रण प्रणाली को अपनाता है।
10. ऑपरेटिंग सिस्टम
ऑपरेटिंग बटन और अन्य घटक उच्च गुणवत्ता वाले उत्पादों का उपयोग करते हैं।
उपकरण को संचालित करना और समायोजित करना आसान है।
गति, वेल्डिंग पैरामीटर आदि जैसे संचालन सुविधाजनक हैं।
1.5 उपकरण विन्यास और घटक ब्रांड
| नाम | ब्रांड |
स्पष्टीकरण टिप्पणी |
| ऑपरेटिंग स्क्रीन | कुनलुन टोंगटाई | यह एक बुद्धिमान IoT टच स्क्रीन है जिसमें ARM CPU कोर और 800MHz मुख्य आवृत्ति है।उत्पाद डिज़ाइन 10-इंच टीएफटी एलसीडी, रिज़ॉल्यूशन 1024 * 600, चार-तार प्रतिरोधक टच स्क्रीन को अपनाता है, और McsgPro कॉन्फ़िगरेशन सॉफ़्टवेयर के साथ पहले से इंस्टॉल किया गया है। |
| पीएलसी | हेचुआन | उच्च प्रदर्शन, कॉम्पैक्ट संरचना, शक्तिशाली कार्य और उच्च स्थिरता। |
| सर्वो मोटर | हेचुआन | उच्च प्रदर्शन, उच्च विश्वसनीयता और उच्च गुणवत्ता। |
| कम वोल्टेज नियंत्रण | सीएचएनटी | चीनी प्रसिद्ध ब्रांड, स्थिर गुणवत्ता, उच्च विश्वसनीयता। |
| बिजली की आपूर्ति बदलना | ताइवान मिंगवेई | 30 से अधिक वर्षों के अनुसंधान और विनिर्माण अनुभव के साथ ताइवान का प्रसिद्ध ब्रांड। |
| वेल्डिंग ट्रांसफार्मर | चेंगताई | जापानी वेल्डिंग तकनीक का उपयोग करना। |
| वायु घटक | यादेके |
ताइवान प्रसिद्ध ब्रांड, अच्छी गुणवत्ता, उच्च विश्वसनीयता, उच्च भार क्षमता।
|
| सोलेनोइड वाल्व | यादेके | |
| वेल्डिंग सिलेंडर | शुआंगबेइली कस्टम सिलेंडर | तेज़ गति, पर्याप्त शक्ति और उच्च स्थिरता। |
| वेल्डिंग नियंत्रक | शंघाई गुओलोंग | स्थिर उत्पाद प्रदर्शन और विश्वसनीय गुणवत्ता। |
| कम करने | झेजियांग तियानहोंग | स्थिर और विश्वसनीय प्रदर्शन। |
| रैखिक गाइड रेल | ताइवान शांगयिन | उच्च भार क्षमता, उच्च परिशुद्धता, उच्च गति और उच्च सटीकता। |
| सहन करना | एन एस | आयातित गुणवत्ता, स्थिर गुणवत्ता और उच्च विश्वसनीयता। |
| बिजली के तार, केबल | ग्वांगडोंग यिंगके | उत्कृष्ट सामग्री, मजबूत इन्सुलेशन, कम विलक्षणता। |
·
10
2. ठंडा करने वाली पानी की मशीन
![]()
ठंडा करने वाली पानी की मशीनलंबाई * चौड़ाई * ऊंचाई = 1310 * 630 * 1230 मिमी।
एयर-कूल्ड बॉक्स प्रकार चिलर इकाई की तकनीकी विशिष्टताएँ इस प्रकार हैं:
|
नमूना
सामान |
आरएक्स-05ए |
विन्यास
|
|
| बिजली की आपूर्ति | 380V/3PH/50HZ | ||
| ठंडा करने की क्षमता | किलो कैलोरी/घंटा | 12900 | |
| किलोवाट | 15 | ||
| कुल इनपुट पावर | किलोवाट | 4.48 | |
| शीतलक | नाम | आर22 | आयातित उच्च गुणवत्ता वाले शीतलक। |
| नियंत्रण रखने का तरीका | केशिका नली | ||
3.वायु कंप्रेसर
![]()
BK22-8ZG एयर-कूल्ड स्क्रू मशीन तकनीकी पैरामीटर
| पेंच समूह | 5:6 पेचदार रोटर |
| संपीड़न मोड | सतत, एकल-चरण |
| संपीड़ित वायु आउटलेट दबाव | पी₂=0.8एमपीए |
| कूलिंग मोड | वातानुकूलित |
| संपीड़ित वायु आउटलेट तापमान | परिवेश के तापमान से लगभग 10℃~15℃ अधिक |
| चिकनाई तेल की मात्रा | लगभग 8.6 लीटर |
| मोटर की गति | एन=2930आर/मिनट |
| मूल्यांकित शक्ति | 22 किलोवाट |
| विस्थापन | वी=3.45m³/मिनट |
| कार्य भार | लगभग 390 किग्रा |
| अधिकतम वायु तापमान | 45℃ |
| न्यूनतम वायु तापमान | 0℃ |
| तेल की खपत | डिस्चार्ज तेल की मात्रा 3पीपीएम से कम |
| शोर | 74डीबी(ए) |
| बाहरी आयाम लंबाई × चौड़ाई × ऊंचाई (मिमी) | 1200×800×1120 |












